



首页
 KHBL8-80龙门
KHBL8-80龙门


KHBL8-80龙门
- 卖家信息:hualgy
- 商铺:郑州科慧科技股份有限公司
- 店长:hualgy
- 电话:0371-56576008
- 在线咨询:咨询
- 建店时间:2015-03-25
- 满意度:-
- 资质验证:审核通过
- 综合
| 商品编号: | |
| 起订量: | 1 |
| 品牌: | 科慧科技 |
| 发货期限: | 7 |
| 运费: | 卖家承担 |
| 售后: | 1年 |
| 规格: | 80 |
| 型号: | L-80 |
| 最高温度: | |
| 用途: | 管板焊接 |
| 材质: | |
| 热处理工艺: | |
| 产地: | 河南郑州 |
| 增值税发票: | 有 |

一、设备名称
KHBL8-80三维调节型龙门架式管-管板全自动脉冲氩弧焊机
二、设备主要规格参数
1、概述
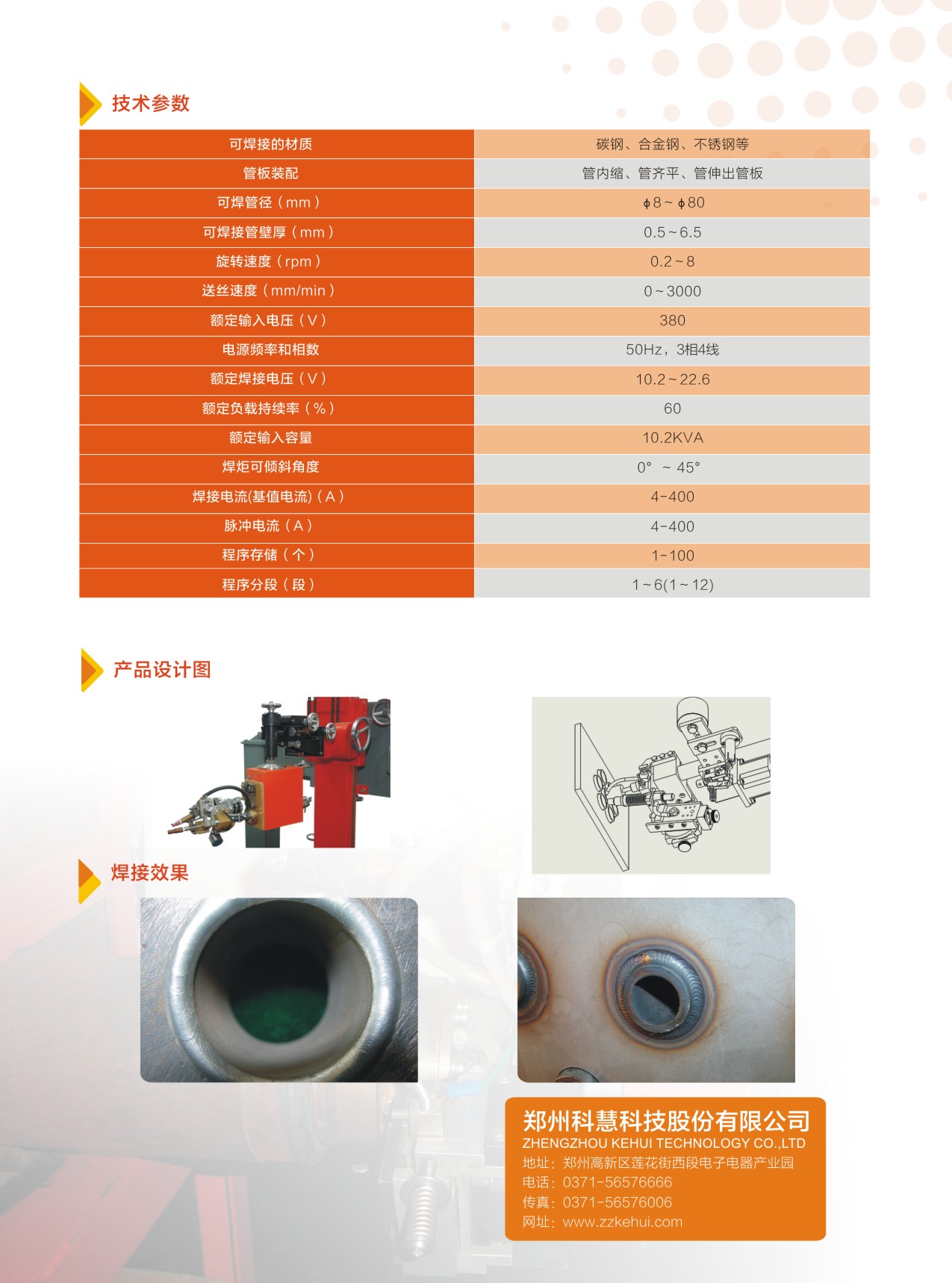
KHBL8-80龙门架式管-管板全自动脉冲氩弧焊机,专用于管外径8 mm ~ 80 mm管-管板全位置自动焊接.它可用于平头端接(平焊)、外伸角接(外角焊) 、内缩角接(内角焊)等多种管板接头形式,并适用于不填丝和填丝的焊接方式,是碳钢、合金钢、不锈钢和钛合金等高压容器和换热器的重要焊接生产设备。主要适用于焊接管径比较小,管桥也比较小的管束很密集的换热器工件。
本机由焊接电源、控制系统、机头和三维调节型龙门架等部分组成。焊接电源、控制系统、水冷系统和氩气瓶一起统一安装在一特制载车上,龙门架也配有轮子,既便于操作和管理,又便于在各工位自由移动。 电源和机头采用强制风冷和内设循环水冷,机头水冷可以保证焊机24小时不间断工作。
本机采用松下YC-400TX3逆变电源,显著提高电弧的稳定性,提高焊接效率,节约能源,减轻电源重量,同时由于具有良好的电气特性而获得优良的焊接工艺性能和焊道成型良好的焊接结果。
本机装备本公司研制的一套控制系统和遥控器及相应的控制软件。控制箱和遥控器的面板全中文设置,采用PLC控制,触摸屏输入,方便实现人机对话,操作工人可根据屏幕上的提示直接设置和调节各工艺参数,优选最佳工艺规程。控制系统能够存储100道工艺规范,可将编制好的工艺规程长期存储,随时调用。遥控器具备焊接过程中所需使用的所有功能键,同时可以在焊接过程中对焊接电流做出实时调整。遥控器的磁力背板可使其吸附在任何钢件上,便于操作者使用。
本机采用了先进的步进电机作为机体转动和送丝动力,结构紧凑,动作平稳可靠,焊炬根据工艺需要可进行周向、轴向、径向调节,保证最佳焊接工艺的实现。机头的回转和送丝采用闭环控制,即当机头回转和送丝遇到不均衡阻力时,控制系统在0.1秒内做出判断并发出指令做出调整,从而使机头在工作中始终能够保持平稳运转,焊出的焊缝美观漂亮。该机头的水、电、气采用不缠绕方式,焊炬可以连续旋转。送丝速度可在0—1500mm/min范围内调整,机头转速0-8r/min,采用龙门架及科慧公司的专利产品五维微调机构综合定位,使得定位更加准确。焊机机头定位芯棒采用水冷,可保证焊机长时间连续工作,同时可防止焊肉内流,更有利于端面焊接。
2、 焊接过程描述:
在控制箱面板上完成焊接程序设定后,利用龙门架定位系统,旋动一个或几个调节手轮,将机头放在合适的工作位置,按动遥控器上的启动键,焊机起弧,电流从起弧电流逐渐上升至焊接电流,此时的焊矩不发生旋转,也不送丝,其目的是对管板进行预热,这一过程可以通过输入上升时间参数来控制。当工件上形成稳定熔池后,焊炬开始旋转,送丝也开始同时进行。送丝速度在 0~1500mm/min范围内可调。焊矩在旋转过程中会出现平焊、下坡焊、仰焊、上坡焊等情况,本焊机允许用户根据情况,在360°内进行1~6段任意的分段设置,通过分别设置每一段焊接速度,电流大小、送丝速度等参数,使焊缝整体保持一致。当焊矩旋转365°(搭接角度可任意设置)后,焊机进入衰减程序,此时机头继续旋转,但送丝停止,电流从焊接电流逐渐减小到收弧电流,形成焊缝的搭接,这一过程可以通过输入下降时间参数来控制。整个一个管口的焊接过程操作者只需按动启动键后,焊机就会根据设定程序自动完成。
|
序号 |
名 称 |
规格及主要技术参数 |
性能特点 |
|
1 |
焊接电源 |
松下TIG YC—400TX 2HGE ● 电源类型: IGBT逆变 ● 焊接电流: 4~400A ●暂载率: 400A 60% 310A 100% ●额定空载电压 73v ●额定功率 13.2Kw ●输入电压允许波动范围 380v±10% ●频率 50 Hz |
|
3、KHBL8-80管板自动焊机特点
KHBL8-80三维调节型龙门架式管管板自动焊机的主要特点见表1。
表1 KHBL8-80管板焊机特点一览表
|
序号 |
名称 |
规格及主要技术参数 |
性能特点 |
|
2 |
焊机 机头 |
●可焊管外径 Φ8~Φ80mm |
●可焊管壁厚 0.5~6.5mm ●管最大伸出长度 10mm ●管最大缩进深度 2mm ●送丝可调角度 ≤45° ●送丝速度 0~1.5m/min ●填丝直径 0.8mm ●机头转速 0~8r /min ●焊接速度 50~150mm/min ●钨极可调角度 ≤45° ●定位心轴冷却自循环强制水冷
|
|
3 |
焊机 整体性 |
●采用载车式一体化设计 |
|
|
4 |
程控 系统 |
●焊接电流调节范围 4~400A ●电流上升时间 0~20s ●电流下降时间 0~20s ●脉冲频率 0.5~500Hz ●占空比调整范围 5%~95% ●提前送气时间 0~20s ●滞后送气时间 0~20s ●送丝调节范围0~1500mm/min ●机头转速范围 0~8r/min ●内置存储容量100个焊接规范 ●可分区段落 1~6段 |
●显示 液晶触摸屏图文显示
|
|
5 |
龙门架 及5D 系统 |
●横向移动行程 1500mm ●垂直移动行程 1200mm ● 轴向移动行程 300mm
|
龙门架定位,使机头在工作时稳定性更好。机头的定位与管板平面及管桥大小没有关系,避免了由于管桥太小导致的定位效率低 ,定位器容易变形等缺陷。5D系统可以使焊炬在x、y、z以及俯仰角、水平角等进行微调,保证机头始终与管板垂直。 |
续表1
4、主要技术参数
KHBL8-80自动焊机的主要技术参数见表2
表2 KHBL8—80管板焊机主要技术参数
|
可焊管外径 |
φ8 mm ~φ80 mm |
|
焊炬可倾斜角度 |
0°~ 45° |
|
焊炬回转速度 |
0 ~ 8 rpm |
|
送丝速度 |
0 ~ 1500 mm / min |
|
电源控制方式 |
IGBT逆变控制 |
|
电源电压、频率和相数 |
380V 50 Hz 3相4线 |
|
电压允许波动范围 |
380 V ± 10 % |
|
额定输入容量 |
13.9 KVA |
|
额定输入功率 |
13.2 KW |
|
额定负载持续率 |
60 % |
|
额定空载电压 |
73 V |
|
额定焊接电压 |
22.6 V |
|
焊接电流调节范围 |
4 ~ 400 A |
|
脉冲频率 |
0.5 ~ 500 Hz |
|
脉冲占空比 |
5~95% |
|
上升时间 |
0 ~ 20 s |
|
下降时间 |
0 ~ 20 s |
|
提前送气时间 |
0 ~ 20 s |
|
滞后停气时间 |
0 ~ 20 s |
|
程序储存 |
100 组焊接规范 |
|
程序分段 |
1 ~ 6 段 |
|
横向移动行程 |
1500mm |
|
垂直移动行程 |
1200mm |
|
轴向移动行程 |
300mm |
|
横向微调 |
40mm |
|
垂直微调 |
60mm |
|
轴向微调 |
100mm |
三、设备构成
1、整机
内含:松下400逆变电源(局部改装) 一台
程控系统 一套
有线遥控器 一台
焊接机头 一套
三维调节型龙门架 一套
5D微调系统 一套
载车及水冷系统 一套
必备工具 一套
2、供选备件
(1)铜质定位芯头
(2)钨极夹嘴
(3)陶瓷喷嘴
(4)引弧圈
(5)机头电缆
(6)送丝导嘴
(7)送丝轮
四、交货期
公司备有标准产品的现货,随时满足客户需求,通常情况下,标准产品自款到之日起3~5个工作日内发货。非标产品或用户特殊需求产品,根据客户对产品改动的不同要求而定。
五、付款方式
银行电汇。出卖方在收到买受方95%货款后发货。余款5%作为质保金,在质保期一年期满后5个工作日内付清。
六、产品的售后服务
1、仔细的售前服务:
l 免费咨询。
l 提供产品的有关技术资料,做详细的产品介绍。
l 提供特殊要求设计。
2、周到的售中服务:
l 在设备调试前,组织技术人员进行全面的设备调试技术交底和说明,使他们对设备调试有个总体的概念。
l 做好调试计划实施细则和检验方法。
l 对产品调试中发现的问题,应及时分析原因,澄清责任,商定处理办法,配合使用单位做好调试中设备问题的处理。
l 确保调试进度和质量,按时交付使用,让用户满意。
3、及时的售后服务:
l 建立健全客户档案,包括自始至终全部内容。
l 定期跟踪服务,每年向客户电话回访2次以上。
l 随时倾听客户意见,解答有关咨询。
l 万一发生故障,接到客户的维修电话,2小时内作出答复。
l 每次服务须客户签字认可,达到用户满意。
l 保证配件的供应,满足设备的维修及使用。
l 超出质保期,实行终身及时有效的有偿服务,提供优质原厂配件。
4、满意的全程服务:
售后与销售紧密相结合,一切为了客户,想客户所想,急客户所急,简化购买手续,方便客户使用,咨询及维修,全力以赴,做好各项服务工作,在产品标准化服务中建立科慧产品的服务形象,提高科慧产品的品牌形象,客户满意是我们永恒的前进动力和目标。
-
KHBL8-80龙门架式管-管板全自动脉冲氩弧焊机,专用于管外径8 mm ~ 80 mm管-管板全位置自动焊接.它可用于平头端接(平焊)、外伸角接(外角焊) 、内缩角接(内角焊)等多种管板接头形式,并适用于不填丝和填丝的焊接方式,是碳钢、合金钢、不锈钢和钛合金等高压容器和换热器的重要焊接生产设备。主要适用于焊接管径比较小,管桥也比较小的管束很密集的换热器工件。
- 商品满意度
- 同类商品平均值4.0
- 售后满意度
- 同类商品平均值4.0
- 成交个数
- 0
- 采购人数
- 0
- 会员
- 评语
- 商品满意度
- 服务态度
- 送货速度
- 送货态度
- 综合分数
全部评价(0)

